

卷板機工作能力如何換算
卷板機的工作能力由卷板板寬、卷板厚度、卷筒直徑和板材的屈服極限4個主要參數(shù)確定。應(yīng)用較廣泛的對稱上調(diào)式三輥卷板機,一般在使用說明書中僅給出機器最大工作能力,即所卷板材屈服極限為σs0(一般為25kg/mm2)、最大板寬B0(mm)、最大板厚H0(mm)、卷制最小卷筒直徑D0(mm)。在實際工作中,卷制的工件是各種各樣的。當(dāng)接到工件圖時,往往不能很快地合理選擇所用設(shè)備。為解決這一問題,我們自制了卷板機工作能力換算圖表。在工作中,我們收集了對稱上調(diào)式三輥卷板機工作能力的簡便換算公式,該公式是以機器在最大工作能力時的強度和剛度要求為標(biāo)準(zhǔn)的,在卷筒直徑、卷板寬度、板材屈服極限變化后,進行選擇卷板的最大厚度。
主參數(shù)B、σs不變,最小卷筒直徑D變化時,相應(yīng)的最大卷板厚度為
H=C1H0
當(dāng)D≥D0時,H=(0.03D/D0+0.97)H0
當(dāng)D0/2≤D<D0時,H=(0.3D/D0+0.7)H0
主參數(shù)D、σs不變,卷制板寬B變化時,相應(yīng)的最大卷板厚度為

主參數(shù)D、B不變,板材屈服極限σs變化時,相應(yīng)的最大卷板厚度為
以上三種情況為某一主參數(shù)變化而影響板厚變化的情況。實際工作中,通常是多個主參數(shù)同時變化,尤其是D、B的變化,需通過上述三種情況聯(lián)立求解得允許卷板的最大厚度。即從三種情況分別求得C1H0、C2H0、C3H0,最后確定板厚H=C1C2C3H0。
在實際工作中,應(yīng)用上述公式計算,雖能合理選擇設(shè)備,但計算過程較繁瑣。為了應(yīng)用方便,我們對自己擁有的卷板機都繪制了D-B-H圖表。以S24010-25×4000對稱上調(diào)式三輥卷板機為例說明自制圖表的制做與使用方法。從機器使用說明書可知H0=25mm、B0=4000mm、D0=1000mm、σs0=25kg/mm2。應(yīng)用第1、2種情況的公式,在坐標(biāo)紙上以卷筒直徑為橫軸、選取的最大板厚為縱軸,并以板寬分別為某一數(shù)值時畫出最大范圍的曲線,如圖1。
圖1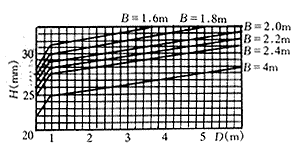
圖1為25×4000對稱上調(diào)式三輥卷板機工作能力換算表,適用于Q235B(σs<25kg/mm2)的板材;對16Mn(σs=35kg/mm2)板材應(yīng)校正圖表中的H,H校=0.83H。
不論卷制何種材質(zhì),我們都假定是機器規(guī)定的屈服極限,否則按實際屈服極限時的系數(shù)C3校正圖表中選取的厚度。如卷制工件尺寸為 4500×28-2000,材質(zhì)Q235B。以工件 4500在圖表橫軸上找到對應(yīng)點,垂直向上找到B=2m線的交點,此交點對應(yīng)的H=33>28,可以加工該件。若材質(zhì)為16Mn時,H校=33×0.83=27<28,應(yīng)選擇用另一大規(guī)格的機床。
通過實際應(yīng)用上述自制的D-B-H圖表,不僅對編制工藝提供了方便,而且對操作設(shè)備具有指導(dǎo)作用。
- 上一篇:滾輪架的分類工作原理和技術(shù)參數(shù) 2015/10/16
- 下一篇:卷板機有哪些種類和用途 2015/10/16
