

W12-6×1500型四輥卷板機主要構造有哪些
1. 結構概述
本機為四輥卷板機,其結構見圖1.上輥為主動輥,下輥和側輥為從動輥,上輥位置固定,下、側輥可升降移動,上輥為液壓馬達傳動,下、側輥的轉動是靠鋼板和各輥間的摩擦力帶動的。下輥和側輥均由其兩端油缸推動其實現升降運動。上輥前側軸承體的翻轉、復位由翻倒油缸執行,各輥軸承體和油缸均裝于左、右兩端的機架內。左右機架是四輥卷板機的主體,采用焊接結構,安裝在整體底座上。推料裝置是卷制完工件,翻倒油缸翻轉到位后,將工件推出機器;機器的全部操作均在操作臺上進行。
該四輥卷板機與對稱三輥卷板機比較,它可以不借助其它設備模具,直接預彎板材端部,而且剩余直邊較小;與非對稱三輥卷板機比較,它可以不要板材調頭,而卷成工件。這樣不僅提高了效率,保證了工件質量,而且工藝簡單,操作方便,減輕工人的勞動強度。
2. 主傳動機構
該四輥卷板機的上輥為主傳動輥,它以每分鐘約4.5米的線速度轉動,以液壓馬達帶動安裝在固定支架速比為5的行星齒輪減速器驅動上輥轉動。(見圖2)
3. 輔助傳動機構
本機的輔助傳動為:下輥及兩側輥的升降,倒頭的傾倒與復位,均采用液壓傳動,下輥及兩側輥兩端可同時升降,亦可單獨升降。
4. 卷制工藝過程
卷制工藝有多種,用戶可根據自己的工藝決定,下面提供一種供參考(見圖3).
a操作下輥上升使其母線距上輥之下母線略大于工作厚度,然后操作進料側的側輥使其上母線在同一水平面上,再操作另一側上升至上、下輥之間。
b進料:水平送入鋼板,使鋼板端部與前側輥全線接觸找正,然后降下前側輥至原來位置。
c夾緊鋼板并預彎端部:根據鋼板厚度和材質情況,將下輥回路的壓力調至5-10Mpa范圍內某一數值,操作下輥上升夾緊鋼板,開動上輥旋轉,鋼板隨動至彎曲位置時上輥停止轉動。此時上、下輥中心線的左端應留有必要的夾緊長度約等于板厚的1.5倍。然后上升后側輥,預彎鋼板的端部。
d用前側輥預彎鋼板的另一端,左端預彎后,將后側輥下降至原來的位置,啟動上輥,鋼板隨動至上述彎曲位置時上輥停止轉動。操作前側輥上升預彎鋼板的另一端,兩側輥回路的壓力在12Mpa左右調整。
e初步彎曲:調整前、后側輥至工作需要的相應位置,啟動上輥進行最終的成型彎曲。
f成形彎曲:調整前、后側輥至工作需要的相應位置,啟動上輥進行最終的成型彎曲。
g取出工件:彎曲結束后,將下輥下降至最低位置后,工件隨同兩側輥同時下降至一定位置,翻轉倒頭,吊起工件與上輥平行,取出工件。完成一個工作循環。
5機器的能力換算
卷板機的由卷板厚度、卷板寬度、卷筒直徑和板材的屈服極限四個主要參數確定。在實際工作中,需要在同一卷板機上加工的工件是各種各樣的。上述四個參數都有不同的要求。因此需要四個主要參數相互之間進行換算。在進行能力換算時,是以機器在最大工作能力時的強度和剛度要求為標準,綜合考慮,在卷筒直徑、板材屈服極限和板材寬度變化后,合理地選擇卷板厚度。
下面所列公式僅供用戶參考。
本文的符號說明:
B——機器中規定的最大卷板寬度(毫米)
H——機器規定的最大卷板寬度時最大卷板厚度(毫米)
D——機器規定的最大卷板寬度和厚度時最小卷筒直徑(毫米)
σs——機器規定的板材屈服極限(245MPa)
B2——欲卷工件的板材寬度(毫米)
H2——欲卷工件允許的最大卷板厚度(毫米)
D2——欲卷工件的卷筒直徑(毫米)
σs2——欲卷工件的板材屈服極限(MPa)
對機器工作能力換算從三個方面說明:
5.1 主參數中D、σs不變,彎卷板材寬度B變化。根據欲卷工件寬B2選取相應的最大卷板厚度H2
H2= 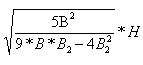
5.2 主參數中D、B不變,板材屈服極限σs變化。根據欲卷工件的板材屈服極限σs2選取相應的最大卷板厚度H2
H2=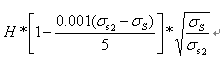
5.3主參數中B、σs不變,最小卷筒直徑D變化,根據欲卷工件的卷筒直徑D2選取相應的最大卷板厚度H2
H2= 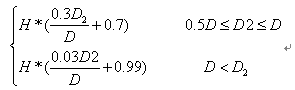
- 上一篇:W12-6×1500型四輥卷板機設備機器如何安裝與調試 2015/10/15
- 下一篇:W12-6×1500型四輥卷板機的主要用途與適用范圍 2015/10/15
